
6347
Wirtschaftlichkeit beim Stahl polieren erhöhen
08/08/2017
Die wichtigsten Erkenntnisse im Überblick:
- Problemfälle im Polierverfahren können auf Technikumsanlagen nachgestellt werden
- Vergleichende Polierversuche zeigen Problem-Ursachen auf
- Variation von Prozessparametern produziert Daten als Entschei-dungsgrundlage
- Temperaturverhalten der Polierpaste ist beim Polieren von Messer-stahl der entscheidende Faktor
- Wärmeentwicklung lässt sich unter Verwendung verschiedener Po-lierringe, -pasten und bei verschiedenen Anpressdrücken überprü-fen.
- Abtragleistung der Paste und damit ihre Wirtschaftlichkeit, lässt sich in relativ zum Anpressdruck und anderen Prozessparametern dar-stellen
Rauchentwicklung als Ausgangspunkt für Analyse des Polierverfahrens
Während eines Versuchs beim Messerhersteller Giesser kam es beim automatisierten Messerstahl polieren zu starker Rauchentwicklung in der Roboterzelle. Die gewünschte Oberflächenqualität konnte deshalb nicht erreicht werden. Die Ursache dafür ließ sich anfangs nicht nachvollziehen.
Reproduktion des Polierprozesses
Im mit der erforderlichen Messtechnik ausgestatteten Menzerna Technikum können Polierverfahren originalge-treu nachgestellt werden. Über Variation der Parameter Polierring, Paste, Scheibenbelegung, Drehzahl und An-pressdruck können die Ursachen von Problemen eindeutig identifiziert werden. Im Falle Giesser wurde schnell klar: durch ungenügende Scheibenhaftung der verwendeten Polierpaste 3 überhitzte die Messerklingen. Die Ur-sache für die Rauchentwicklung war gefunden. Abhängig von der Anhaftung der Polierpaste am Polierwerkzeug, dem Anpressdruck und der Drehzahl entsteht beim Polieren Reibungswärme. Das Bauteil erwärmt sich an der Kontaktfläche zum Polierring. Die Fette in der Polierpaste werden weich und sorgen für die Haftung des Polier-korns innerhalb der Fettmatrix auf dem Polierring. Durch die spanende Wirkung des Polierkorns wird auf der Werkstückoberfläche zusätzlich Wärme erzeugt. Die Gesamtsumme an Wärme verursacht, dass das in der Po-lierpaste enthaltende Fett zu rauchen beginnt.
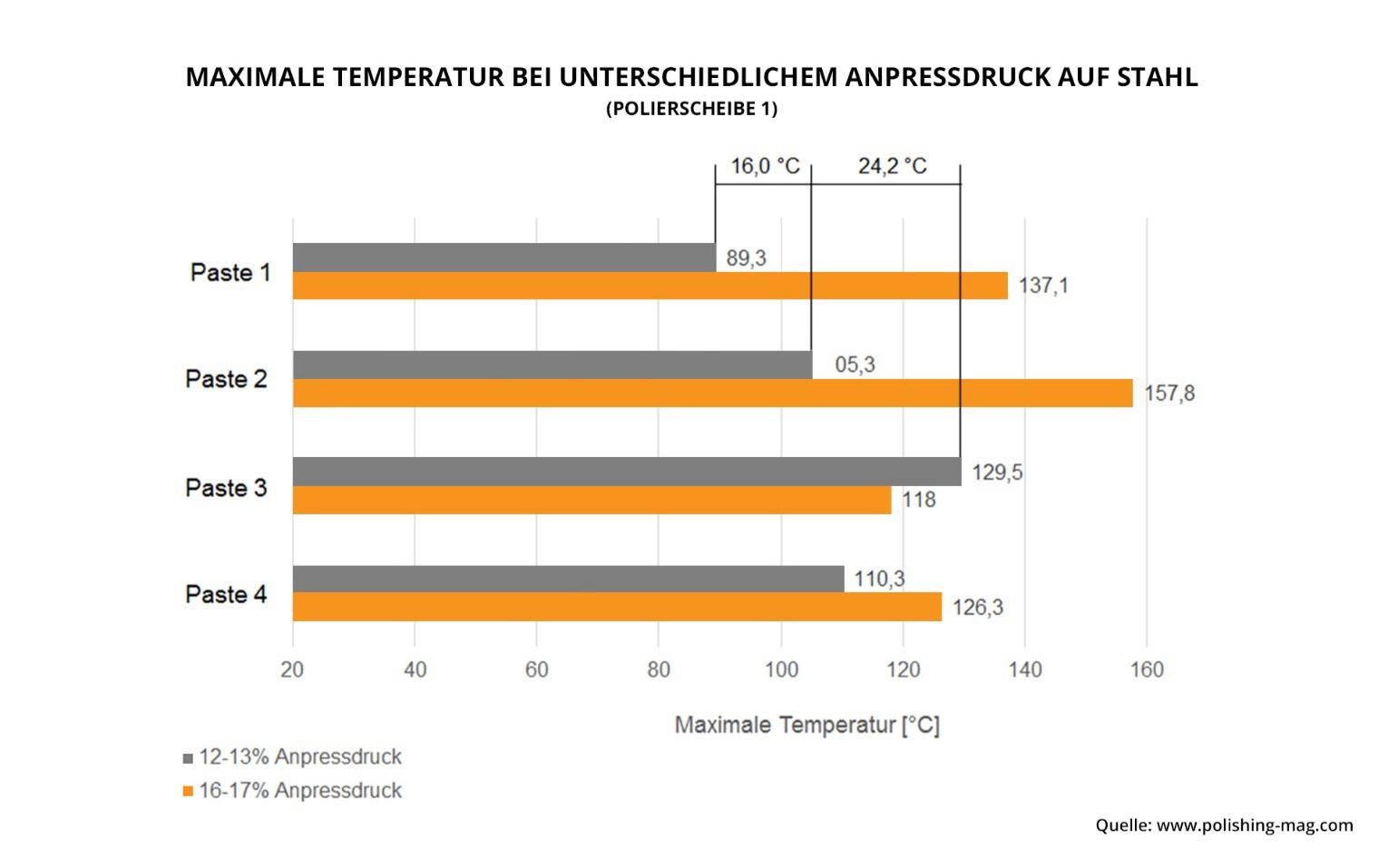
Abbildung 1: Temperaturverhalten verschiedener Polierpasten auf Stahl
Vergleichende Polierversuche zeigen Optimierungspotentiale auf
Die vergleichenden Polierversuche mit anderen Polierpasten bei unterschiedlich starken Anpressdrücken haben einen positiven Nebeneffekt: anhand der gewonnenen Daten wird erkennbar wie die Wirkzusammenhänge der einzelnen Parameter sind und wie die optimale Parameterkombination aussieht. Polierpaste 1 erzielte bei einem Anpressdruck von 12-13% einen deutlich höheren Abtrag als die bisher eingesetzte Paste 3 und die Polierpasten 2 und 4. Ein zu vermutender stärkerer Abtrag bei Wahl eines höheren Anpressdruckes stellte sich bei allen vier getesteten Polierpasten nicht ein. Grund dafür ist die zu geringe Belegung des Polierrings.
Abbildung 2: Abtragverhalten verschiedener Polierpasten auf Stahl
Der Abtrag von Polierpaste 1 ist deutlich höher als bei den anderen untersuchten Polierpasten. Trotzdem weisen die polierten Teile eine merklich geringere Erwärmung auf. Zur bisher eingesetzten Paste 3 ist eine Temperatur-differenz auf der Werkstückoberfläche von ca. 40 Grad Celsius messbar (siehe Abbildung 1). Bei gut abgestimm-ten Polierverfahren erwärmt sich in erster Linie der vom Werkstück abgelöste Span. Dadurch wird die Erwär-mung der Werkstückoberfläche reduziert. In nicht optimierten Verfahren kann wenig oder gar kein Span abgetra-gen werden, weil z.B. die Drehzahl zu hoch ist oder zu wenig Polierpaste aufgetragen wird. Ist der Schmelzpunkt des Fettes in der Polierpaste zu gering, haftet die Polierpaste nicht am Polierring. Dadurch sinkt die Abtragsleis-tung deutlich. Gleichzeitig erhöht sich die Temperatur.
Prozessdaten visualisieren höhere Wirtschaftlichkeit des Polierverfahrens
Noch mehr Daten können über fortlaufende Variationen der Prozessparameter gewonnen werden. Diese Daten veranschaulichen konkrete Optimierungspotentiale. Die Abbildung 3 zeigt, dass bei Wahl eines anderen Polier-rings mit verbesserter Pastenbelegung, in Kombination mit einer optimierten Fettbindung in Paste 1, ein deutlich höherer Abtrag erreicht wird. Daraus ergeben sich erheblich kürzere Zykluszeiten.

Abbildung 3: Vergleich zweier Polierpasten hinsichtlich Abtrag bei unterschiedlichen Anpressdrücken
Der bekannte Zusammenhang zwischen Temperaturentwicklung und Höhe des Anpressdruckes wird in Abbil-dung 4 belegt. Im mittleren Arbeitsbereich erzeugt Paste 1 etwas mehr Wärme als Polierpaste 2. Bei höheren Anpressdrücken reicht die Scheibenhaftung des Poliermittels nicht aus. In der Folge wird die Scheibenbelegung zu gering. Es entsteht Reibung zwischen der Scheibe und dem Werkstück ohne Polierkorn. Das Werkstück er-hitzt sich, gleichzeitig sinkt der Abtrag durch das fehlende Poliermittel.
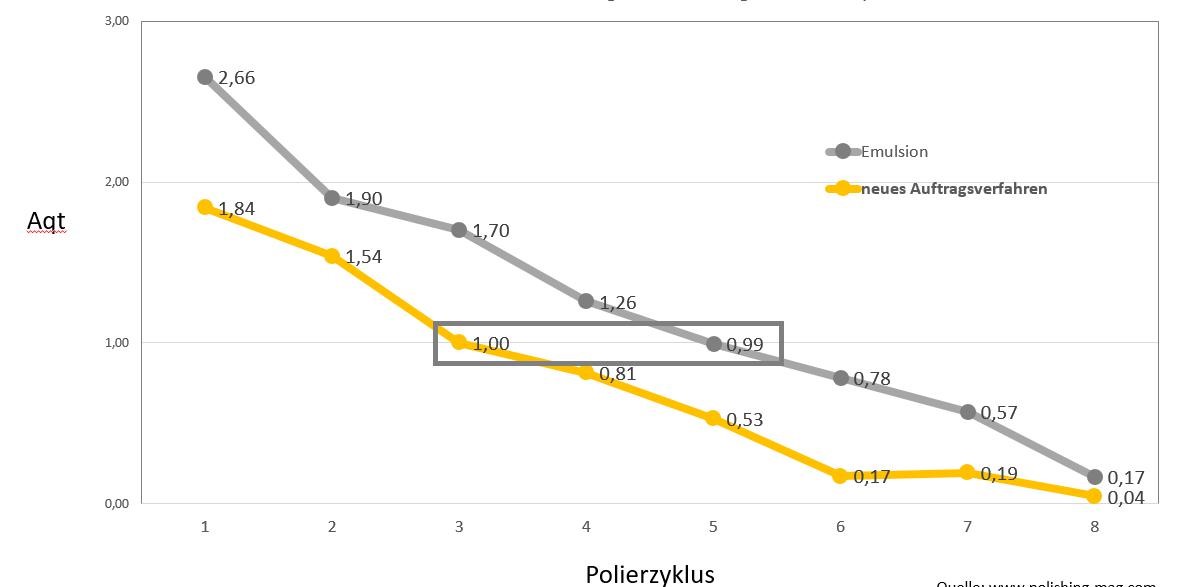
Abbildung 4: Vergleich des Temperaturverhaltens von zwei Polierpasten bei unterschiedlichen Anpressdrücken und Wechsel der Polierscheibe
Messverfahren liefert wirtschaftlichste Prozesseinstellung
Für Messerstahl polieren empfiehlt sich die Polierpaste 1. Diese Erkenntnis gewann die Messerfabrik Giesser auf Basis der vergleichenden Polierversuche. Diese Empfehlung ergibt sich aus den Messdaten. Sie zeigen, dass mit Paste 1 und Polierring 2 Temperatur begrenzt und die Qualität optimiert wird.
Fazit
Industrielle Polierverfahren lassen sich weiterentwickeln. Vergleichende Polierversuche und neueste Messtechni-ken helfen bei der Analyse. Die für die Wirtschaftlichkeit der Prozesse verantwortlichen Parameter können durch Menzerna exakt bestimmt werden. Im Fall Giesser konnten die Ursachen für Probleme im Verfahren identifiziert werden. Gleichzeitig wurde die Wirtschaftlichkeit der Prozesse deutlich verbessert. Die gewonnenen Messdaten erlauben Rückschlüsse auf die richtige Polierpaste und Polierscheibe, ihr Temperaturverhalten auf Stahl und den passenden Anpressdruck. Auf Basis dieser Informationen lassen sich exakt die Daten ermitteln, die das opti-malste Ergebnis für das Industrieunternehmen ergeben.
Über den Autor
Im Menzerna Technikum können mit neuesten Messverfahren Polierprozesse mit Ihren einflussnehmenden Pa-rametern transparent gemacht werden. Zum Vorteil von Industrieunternehmen. Die Messdaten zeigen Optimie-rungspotentiale auf und geben Handlungsempfehlungen, wie industrielle Polierverfahren weiterentwickelt werden können.
Original link: https://www.menzerna.de/uploads/tx_pxpdownloads/Menzerna_Wirtschaftlichkeit_beim_Stahl_polieren_erh%C3%B6hen_D.pdf
Registered
4
Average
daily search
70%
Effective
search
231
Registered
companies
You are using BETA version.
Send feedback